La eficiencia energética industrial suele plantearse como un problema de hardware. La suposición habitual es que los ahorros significativos requieren equipos nuevos, grandes retrofit o programas completos de modernización. En la práctica, no siempre es ahí donde aparecen las primeras mejoras.
Muchas instalaciones ya cuentan con suficiente infraestructura para identificar y reducir una parte importante del consumo energético evitable. El problema real no suele ser la ausencia total de datos o control, sino la falta de conexión entre el comportamiento energético, el contexto de producción y las decisiones operativas del día a día. Las plantas pueden tener medidores, señales de PLC, datos SCADA, registros en historian, reportes de producción y logs de mantenimiento. Lo que muchas veces falta es la capacidad de interpretar estas capas de forma conjunta.
Por eso los costos energéticos pueden mantenerse altos incluso cuando la producción es inconsistente, los equipos funcionan correctamente y no hay fallas evidentes. El desperdicio suele acumularse de forma silenciosa en sistemas auxiliares, operación en carga parcial, secuencias ineficientes, funcionamiento en vacío y estrategias de control que ya no responden a la demanda real.
Mejorar la eficiencia energética con la infraestructura existente comienza con una pregunta distinta. En lugar de preguntarse qué equipos deben reemplazarse, se trata de entender qué ya está indicando el sistema actual y cómo convertir esa información en acciones concretas.

Por qué el consumo energético se mantiene alto incluso cuando la producción no lo está
Uno de los signos más comunes de ineficiencia oculta es una relación débil entre producción y consumo. La producción disminuye, los turnos pierden estabilidad o la utilización de activos baja, pero el consumo energético no se reduce en la misma proporción. Desde una perspectiva financiera, la planta parece estar pagando por un modo de operación que ya no está utilizando.
Esto ocurre porque una gran parte del consumo energético industrial se encuentra fuera del proceso productivo principal. Bombas, ventilación, aire comprimido, sistemas de circulación, lazos térmicos, transportadores, motores en standby y otros sistemas de soporte suelen operar bajo rutinas fijas en lugar de ajustarse a la demanda real. Estas cargas pueden mantenerse relativamente constantes incluso cuando el proceso opera por debajo de su capacidad.
Cuando los equipos analizan únicamente el consumo total, este patrón puede pasar desapercibido. El consumo puede parecer normal porque la planta sigue operando. Pero al analizar esos mismos datos frente al volumen de producción, el estado operativo o el throughput, aparece una realidad distinta. La planta no solo consume energía, sino que consume más energía de la necesaria para el valor que genera.
Cómo mejorar la eficiencia energética antes de reemplazar equipos
Reemplazar equipos puede ayudar en algunos casos, pero no suele ser el primer paso. Muchos problemas de eficiencia provienen de la forma en que se operan los activos existentes, más que del equipo en sí. Un sistema puede estar técnicamente en buen estado y aun así desperdiciar energía por sobredimensionamiento, mala secuenciación, operación fuera de su rango óptimo o control basado en supuestos obsoletos.
El primer paso práctico es evaluar cómo se comporta el equipo bajo condiciones reales de operación. Esto implica verificar si el consumo energético varía proporcionalmente a la producción, si los sistemas auxiliares siguen funcionando en períodos de baja demanda y si la lógica de control sigue reflejando las necesidades actuales del proceso. En muchos casos, la planta ya dispone de suficientes señales en SCADA, PLC, historian y sistemas de medición para identificar estos desajustes.
Este enfoque permite diferenciar entre limitaciones reales del equipo e ineficiencias operativas. Antes de invertir en reemplazos, es clave entender si los activos actuales están rindiendo por debajo de lo esperado por limitaciones técnicas o por falta de visibilidad, coordinación y disciplina operativa.
Dónde suelen aparecer primero las pérdidas energéticas ocultas
Los sistemas auxiliares suelen ser una fuente importante de desperdicio oculto porque son esenciales, siempre están presentes y rara vez se cuestionan hasta que fallan. El aire comprimido es un ejemplo clásico. Es fácil de distribuir y también fácil de perder debido a fugas, presiones inadecuadas o usos innecesarios. Los sistemas de bombeo muestran patrones similares, especialmente cuando el caudal se controla mediante estrangulamiento en lugar de ajustar el punto de operación a la demanda real. Los sistemas de ventilación y térmicos también pueden consumir grandes cantidades de energía mientras operan bajo horarios o supuestos que ya no reflejan la realidad del proceso.
Estas pérdidas rara vez parecen significativas de forma individual. Una bomba que opera más tiempo del necesario, un compresor con un setpoint elevado o un ventilador activo en períodos de baja demanda pueden parecer problemas menores. Pero en conjunto generan una carga estructural sobre la planta. Con el tiempo, esa carga se normaliza y se absorbe en la factura mensual sin una conexión clara con su causa operativa.
Qué pueden decirte los datos existentes sobre el desperdicio energético
Muchas instalaciones ya recopilan suficiente información operativa para identificar una gran parte de las pérdidas energéticas. El problema suele ser la falta de un enfoque consistente para interpretar las señales disponibles.
Los datos de medidores, PLC, SCADA y historians pueden mostrar cómo se comporta el equipo bajo carga, durante transiciones y en condiciones de baja demanda. Pero mientras estos datos no se analicen en el contexto de la producción, el estado del proceso y la lógica operativa, permanecen fragmentados. El problema técnico es la ausencia de una capa analítica que convierta mediciones en conclusiones de ingeniería.
De forma individual, estos sistemas aportan fragmentos. En conjunto, pueden explicar si el consumo energético está asociado a trabajo productivo o a desperdicio de fondo. Pueden mostrar si un aumento en el consumo está ligado a la producción, si ciertas cargas permanecen constantes independientemente del estado de la planta y si las decisiones de control están forzando a los activos a trabajar más de lo necesario.
El valor real comienza cuando la energía deja de tratarse como un total de consumo y pasa a entenderse como un comportamiento. A partir de ese momento, la ineficiencia puede localizarse, compararse y corregirse.
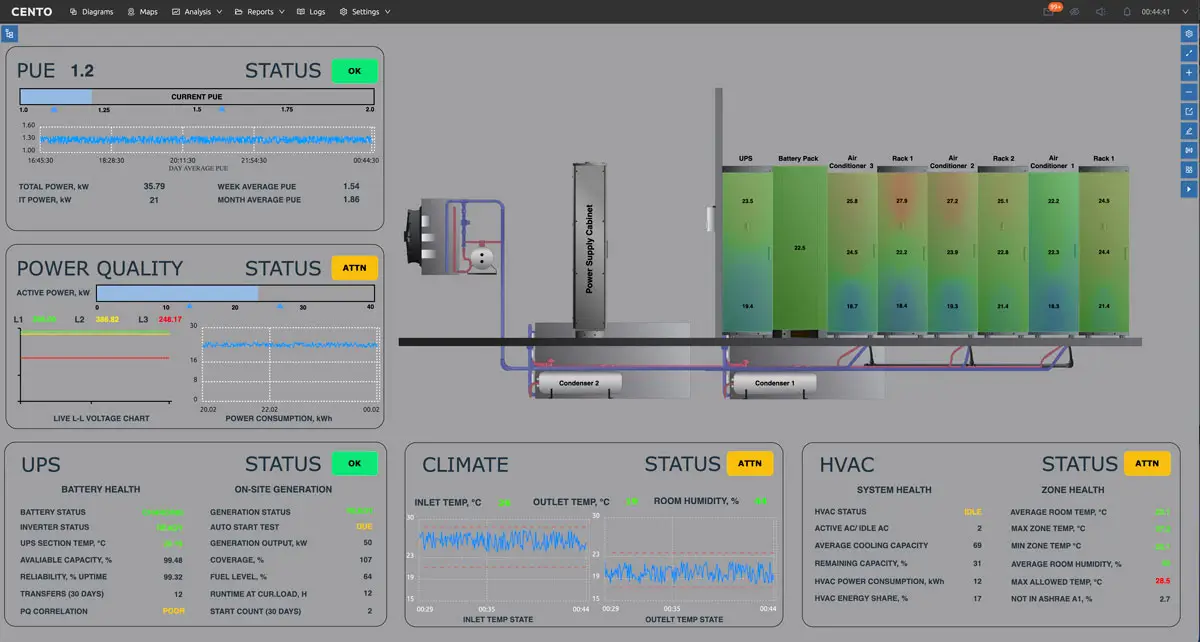
Mira un video sobre cómo funciona CENTO
O lea qué es CENTO y cómo transforma las operaciones empresariales en un gemelo digital unificado, brindando claridad sobre el consumo energético, reducción de costos, crecimiento sostenible y mucho más en nuestro artículo.
Mira un video sobre cómo funciona CENTO
O lea qué es CENTO y cómo transforma las operaciones empresariales en un gemelo digital unificado, brindando claridad sobre el consumo energético, reducción de costos, crecimiento sostenible y mucho más en nuestro artículo.
Cómo conectar los datos energéticos con la realidad de producción
Los datos energéticos se vuelven útiles cuando se colocan en contexto. Un aumento en la demanda no significa automáticamente ineficiencia. Puede reflejar un incremento legítimo en la producción, un cambio en el modo de operación o una condición temporal. Sin contexto, los equipos interpretan números en lugar de comportamiento real.
La clave es conectar el consumo energético con el estado de producción, el throughput, los turnos y las condiciones del proceso. Con esta conexión, la planta puede responder preguntas más relevantes. ¿Esta línea consume más energía por unidad en periodos de bajo volumen? ¿Este sistema auxiliar sigue operando a plena carga en momentos de inactividad? ¿Un modo de operación específico genera una carga base innecesaria? ¿Los sistemas térmicos o de fluidos continúan consumiendo después de que la demanda ha desaparecido?
Cuando estas relaciones se hacen visibles, la conversación cambia. Ya no se trata de objetivos abstractos de eficiencia, sino de desajustes operativos concretos que pueden corregirse mediante mejor coordinación, lógica y control.
¿Tiene algo en mente que le gustaría conversar?
Estamos aquí para ayudarle a encontrar las respuestas.
Hablemos.
La forma más rápida de empezar sin un programa de retrofit
El mejor punto de partida suele ser acotado, práctico y medible. No es necesario abordar toda la planta al mismo tiempo. Se deben identificar algunos sistemas de alto consumo donde ya exista información disponible y donde el comportamiento pueda compararse con la demanda real.
Esto normalmente incluye bombas, motores, aire comprimido, ventilación o sistemas térmicos. Son activos comunes, intensivos en energía y lo suficientemente visibles como para revelar patrones claros cuando se combinan los datos adecuados. Una línea base simple puede mostrar cuándo operan, con qué frecuencia lo hacen en condiciones de baja demanda y si el consumo varía en función del proceso que soportan.
A partir de ahí, los equipos pueden enfocarse en las correcciones más simples. Reducir funcionamiento en vacío, ajustar horarios, optimizar setpoints, mejorar secuencias o eliminar cargas base innecesarias. Estas acciones iniciales demuestran que la eficiencia no requiere empezar con grandes inversiones, sino con visibilidad y disciplina operativa.
Cuándo tiene más sentido optimizar la operación que reemplazar equipos
La optimización operativa debe ser el primer paso cuando los equipos siguen siendo funcionales, el proceso está activo y el problema principal es la desalineación operativa y no una falla técnica. En estos casos, reemplazar equipos puede mejorar la eficiencia, pero también puede ocultar la causa real del desperdicio.
Por ejemplo, un sistema sobredimensionado puede parecer ineficiente porque fue diseñado para condiciones pico que ya no son frecuentes. Un compresor puede consumir más energía porque la planta tolera fugas o mantiene presión innecesaria. Un sistema térmico puede ser inestable por mala configuración de control, no por problemas de hardware. Ninguna de estas situaciones requiere automáticamente reemplazo.
Optimizar primero la operación genera dos ventajas. Permite obtener resultados más rápidos con menor riesgo y aporta mejor evidencia para futuras decisiones de inversión. Si más adelante aún se requieren actualizaciones de capital, la planta podrá justificarlas con una comprensión más clara de dónde se encuentra realmente la ineficiencia y qué nivel de mejora es alcanzable de forma realista.
Cómo un gemelo digital cambia la forma de gestionar la eficiencia
Un gemelo digital permite pasar de reportes posteriores al análisis a una gestión operativa de la eficiencia energética. En lugar de mostrar únicamente lo que la planta consumió, ayuda a visualizar lo que debería haber consumido bajo condiciones específicas.
Esa diferencia es clave. Cuando el comportamiento esperado se modela frente a las entradas reales, el output y el estado de los activos, los equipos pueden detectar desviaciones mucho antes. Un sistema que opera fuera de su rango óptimo deja de verse solo como una factura elevada y pasa a identificarse como una diferencia entre el desempeño esperado y el real. Esto permite actuar antes de que el desperdicio se normalice.
Utilizando la infraestructura actual, un gemelo digital puede combinar señales de sensores, datos de control, contexto de producción y patrones históricos en un modelo funcional del comportamiento del proceso. Puede identificar operación en carga parcial, inestabilidad, errores de secuenciación, transiciones ineficientes y desviaciones progresivas en el desempeño. De esta manera, la energía deja de tratarse como un dominio separado de reporte y pasa a formar parte de cómo se entiende y mejora la operación.

Qué tipo de mejoras son realistas sin una modernización mayor
No existe un único valor aplicable a todas las instalaciones, ya que los resultados dependen del tipo de proceso, la condición de los activos, la disciplina operativa y la calidad de los datos. Sin embargo, el punto clave es que las mejoras significativas no necesitan comenzar con una modernización completa.
En muchas plantas, las primeras mejoras provienen de reducir cargas base persistentes, alinear los sistemas auxiliares con la producción real, eliminar tiempos de operación innecesarios, ajustar setpoints e identificar dónde el consumo auxiliar se ha desvinculado del output. Estas acciones suelen ser menos visibles que la compra de nuevos equipos, pero pueden generar resultados rápidos y medibles.
Igualmente importante, estas acciones construyen una base operativa más sólida. Una vez que la planta comprende dónde se genera realmente el desperdicio energético, las inversiones posteriores en equipos, automatización o modernización pueden realizarse de manera más inteligente. La eficiencia deja de ser un objetivo general y se convierte en una secuencia de mejoras específicas basadas en evidencia.
Cómo SCADA, MES, ERP y los sistemas energéticos trabajan juntos en la práctica
La eficiencia energética se vuelve accionable cuando los sistemas técnicos y de negocio dejan de operar de forma aislada. SCADA muestra lo que está ocurriendo en tiempo real. Los historians conservan el comportamiento a lo largo del tiempo. MES explica qué estaba produciendo la planta y en qué condiciones. ERP añade el contexto financiero de la ineficiencia a través de costos, tiempos de inactividad y consumo de recursos.
Si estas capas permanecen desconectadas, cada equipo ve solo una parte del problema. Operaciones puede ver inestabilidad. Los responsables de energía pueden ver alto consumo. Finanzas puede ver costos en aumento. Pero nadie puede explicar completamente cómo se relacionan estos síntomas.
Cuando estas capas se conectan, la planta obtiene una visión mucho más clara. Puede ver no solo que el consumo energético es alto, sino qué estado del proceso lo causó, qué activos estuvieron involucrados, con qué frecuencia se repite y cuál es el impacto económico para el negocio. Esa es la diferencia entre monitoreo y gestión.
Próximos pasos claros que puedes dar con CENTO
Comienza conectando las fuentes de datos que ya tienes. CENTO integra señales de medidores, PLC, SCADA, historians, MES y otros sistemas existentes para analizar el consumo energético en el contexto de la producción real, y no como un dato aislado. Descubre cómo CENTO facilita la integración entre sistemas SCADA, MES y ERP, así como la adquisición y el almacenamiento de datos industriales.
Luego establece una línea base. Con CENTO, tu equipo puede observar cómo varía el consumo según carga, turnos y modos de operación, facilitando la identificación de situaciones donde el consumo se mantiene alto aunque la producción no lo esté. Esto se vuelve mucho más sencillo cuando la plataforma está basada en una arquitectura de gimelo digital para manufactura, donde las señales operativas en tiempo real se alinean continuamente con el comportamiento del sistema.
Una vez definida la línea base, identifica las principales fuentes de desperdicio evitable. CENTO permite detectar sistemas auxiliares, operación en vacío, lógica de control ineficiente o condiciones operativas desalineadas que generan consumo innecesario. Para un caso de uso estrechamente relacionado, descubre cómo CENTO aborda el monitoreo y control en operaciones intensivas en consumo de energía.
A partir de ahí, prioriza mejoras operativas simples antes de grandes inversiones. CENTO permite enfocarse en ajustes que reducen el desperdicio mediante mejor coordinación, control y uso de la infraestructura existente. Esta misma lógica también respalda el mantenimiento predictivo con gemelos digitales, donde el contexto operativo permite a los equipos actuar antes de que las pérdidas se conviertan en fallas.
A medida que implementas mejoras, CENTO permite medir resultados en condiciones reales, validar impactos y construir un caso sólido para futuras inversiones si son necesarias. Cuando la calidad eléctrica afecta la eficiencia y la disponibilidad, CENTO también ofrece monitoreo de calidad de energía para sistemas industriales.
Para probar CENTO en vivo, puedes contactarnos y solicitar una demo guiada adaptada a tus objetivos operativos y a tu infraestructura. Si prefieres explorar la plataforma por tu cuenta, también puedes acceder directamente al servidor de demostración y ver cómo CENTO conecta datos industriales, visualiza el comportamiento del sistema y apoya la mejora de la eficiencia energética en la práctica.
Preguntas frecuentes (FAQ)
Q: ¿Se puede mejorar la eficiencia energética sin reemplazar equipos industriales?
A: Sí. En muchas instalaciones, la eficiencia energética puede mejorarse sin necesidad de reemplazar equipos mediante el uso de medidores existentes, sistemas de control y datos operativos para identificar dónde se está desperdiciando energía. Las oportunidades más comunes incluyen reducir el funcionamiento en vacío, mejorar la lógica de control, optimizar los sistemas auxiliares y alinear el consumo energético con la demanda real de producción.
Q: ¿Qué causa un alto consumo de energía en plantas industriales incluso cuando la producción es baja?
A: El alto consumo de energía durante periodos de baja producción suele deberse a sistemas auxiliares que continúan operando independientemente del nivel de producción. Bombas, compresores, ventilación, lazos de calefacción y otros activos de soporte pueden funcionar bajo lógicas fijas o configuraciones desactualizadas, generando una carga base constante que ya no responde a la demanda real del proceso.
Q: ¿Cómo se identifican las pérdidas energéticas ocultas en infraestructuras industriales existentes?
A: Las pérdidas energéticas ocultas suelen identificarse comparando el consumo de energía con la producción, el estado del proceso y las condiciones operativas. Cuando los datos energéticos se analizan junto con señales de SCADA, PLC, historian o MES, resulta más sencillo detectar activos subutilizados, consumo base innecesario, secuencias ineficientes y comportamientos de control que incrementan el desperdicio.
Q: ¿Cuál es el rol de un digital twin en la mejora de la eficiencia energética industrial?
A: Un gemelo digital ayuda a los equipos a comprender cómo debería comportarse el consumo energético bajo condiciones reales de operación y a identificar dónde el desempeño real se desvía de ese comportamiento esperado. Al combinar datos operativos y energéticos, es posible detectar ineficiencias de forma temprana, priorizar acciones con mayor precisión y mejorar el rendimiento utilizando la infraestructura existente.
Q: ¿Qué se debe medir primero al iniciar un proyecto de eficiencia energética industrial?
A: Las instalaciones deben considerar la optimización energética en operación cuando los costos eléctricos aumentan o cuando el consumo no se alinea con la producción. Alarmas recurrentes, fallas no explicadas en equipos o inestabilidad en el flujo productivo también pueden indicar un uso ineficiente de la energía. El monitoreo continuo con sensores y analítica permite a los ingenieros detectar patrones anómalos de forma temprana. Una intervención temprana ayuda a reducir riesgos operativos y evita que las ineficiencias escalen hacia tiempos de inactividad.