CENTO is an enterprise-level IIoT software platform that combines integrated monitoring & control of energy and technological processes, metering & reporting functionalities, SCADA, and the data bus.
Learn more
CENTO gathers and stores real-time data from measuring devices, controllers, sensors, and field equipment across all production areas. Its built-in Historian ensures high-speed logging and structured archiving of critical parameters, laying the foundation for analytics, traceability, and informed decision-making.
Learn more
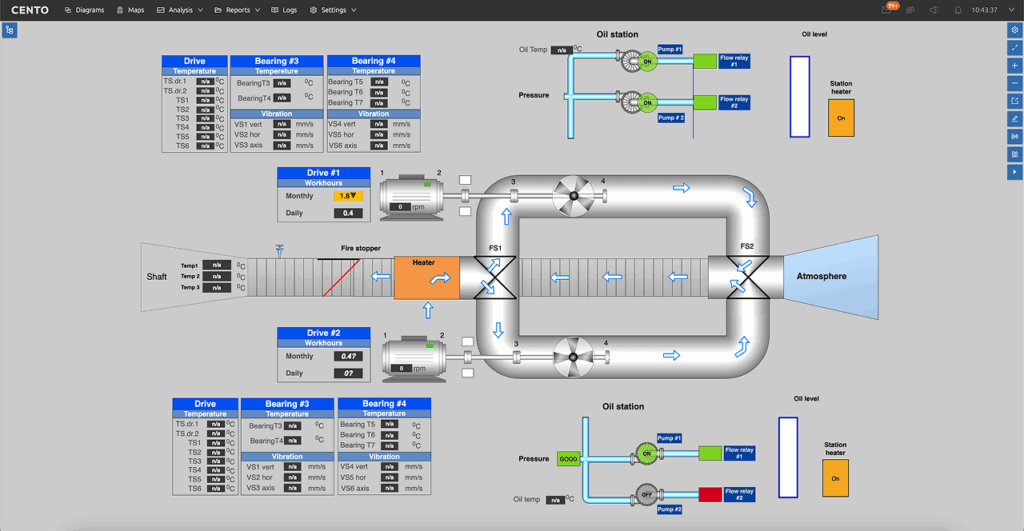
Monitor infrastructure and real-time parameters of all sites remotely from a single web interface. CENTO provides dashboards, interactive diagrams, and analytics tools, making it easy to detect anomalies, track performance, and act quickly across complex facilities.
Learn more
Track electricity, heat, water, gas, raw materials, and runtime in one system. CENTO automates reporting, detects irregularities, and helps meet compliance targets, enabling better cost control, energy efficiency, and resource accountability.
Learn more
CENTO connects existing automation, MES, ERP, and third-party tools into a single ecosystem. It ensures smooth data flow between layers and removes silos, giving every department a consistent view of operations.
Learn more
CENTO collects data from various devices and systems, forming a single technological data space. It supports standard protocols such as Modbus, IEC 61850, IEC 60870-5-104, OPC UA, SQL, and others, as well as proprietary device protocols, ensuring comprehensive integration and seamless operation.
Learn more